digger wrote: ↑Thu Sep 12, 2019 7:05 pm
pretty much all TTY bolts i've used are necked down over a defined length. so you cant always say it generates more clamp simply because the stress is higher as the cross section where it yields is smaller so you need to account for that.
its normally done to have better visibility whether stretch is achieved which gives more resistance to loosening and minimise the amount of external load seen by the fastener.
For the
given bolt geometry, TTY reliably generates the highest clamp force that given bolt will sustain.
If you've ever seen Pankl rod bolts, they are a piece of engineering art with the necked down length perfectly sized to achieve a stretch number that meets requirements.
modok wrote: ↑Thu Sep 12, 2019 9:14 pm
Rick! wrote: ↑Thu Sep 12, 2019 7:27 am
The way to impart the highest clamping force available in a given bolt is to torque it
just into yield.
once again, that depends.
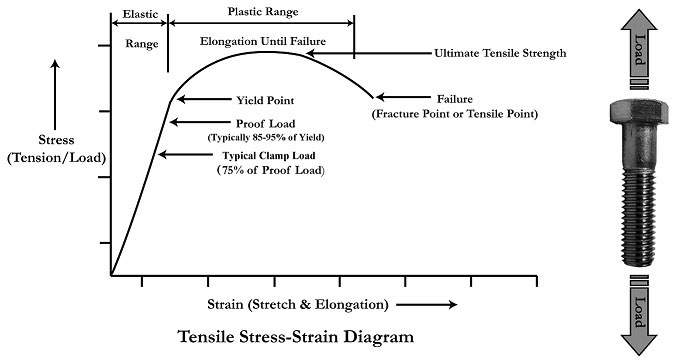
The graph above, note that the even after entering the plastic range, clamping force continues to increase another 10-20% as it stretches.
This would be typical of a grade 5 bolt. A grade 8 bolt does not do that,
heat treated steels, when quenched and tempered for a high hardness, the yield point and break point become closer together, or are the same point.
You could look at it as......with the TTY bolt, stretching it completes the hardening,
while a high grade bolt, it is is already done.
And, if it is tightened to 100% of it's yield strength, not doing anything, then any force put on it will push it over the limit, so what was the point of that?
A couple things:
Do you mean to say if I tighten a bolt (screw) into yield, I will change its hardness? Though one performs work to tighten a bolt, I have yet to take into account work hardening of a fastener in the joint design. Or maybe I do? On highly loaded structural joints that see regular servicing, I prescribe new bolts every time it's taken apart. On lesser loaded joints, maybe 3 re-uses. 6 re-uses like Mr. Johnson's SVT link, never. It may work for them in their controlled environment but I have to mitigate risk by adding instructions in the service manual to promote success EVERY time.
If you know the fastener loading, the fastener material properties, and at what torque and precise angle of rotation after yield that the fastener breaks, one can confidently apply a torque process that applies the highest clamp for the joint that the fastener will last for the intended lifespan. Do fasteners always need to be "maxed out"? Definitely not. But when you have a fixed number of fasteners, a hard limit on fastener diameter, a high load in a known direction, and reliable fastener properties, one tends to use techniques that allow meeting design goals.
The fastener is initially torqued just into yield, it relaxes just out of yield, and it experiences loads. The loads have been measured and they never push the bolt past the "reserve" of the peak stress (see graph) they can endure before going all gumby. Just because the fastener is living on the elastic/plastic limit doesn't mean imminent doom. Then one does fatigue calcs and fatigue tests to verify the fastener life meets design targets.
Have you ever torqued a fastener and felt that point of "uh oh"? Then rechecked with a torque wrench to convince yourself it's still "run-able"? I bet you have and then felt you got lucky after it lived just long enough for the customer to take it for the weekend before fixing it right. That's one extreme example of a TTY that didn't go kablooey even though by rights it you thought it should have. I know I've done it once or twice in my former career.
David Redszus wrote: ↑Fri Sep 13, 2019 3:36 pm
A estimation of the required clamping force is made to determine bolt size required, and a safety factor.
The tensile force applied to a bolt is called stress. The elongation of the bolt is called strain.
A stress/strain curve can be graphed as a straight line as long as the bolt remains in its elastic range.
At some point the elastic linear slope curve approaches a plastic curved slope. The transition point is called the elastic limit. Continued application of stress will stretch the bolt into a non-returnable state. The bolt dimension will have changed; diameter becoming thinner. While the bolt still retains its tensile strength (lbs/sq in), the cross sectional area is reduced and the load carrying capacity has become less.
The Angle Torque procedure simply replaces frictional torque with a more precise method. It uses the thread pitch and number of rotated degrees to determine change in bolt length.
The bolt diameter does not matter nor does friction of bolt, nut, washer.
In my world, friction shapes bolt stretch consistency. A guy could math things out but the nut factor of a bolted joint isn't always 0.2 which is why hardened washers, rolled threads, and even some colors of Loctite are an easy way to promote consistent friction and prevent embedment.
Pitch = 20/in.
1/20*360=in/deg for every degree of rotation the bolt is stretched 0.0001388".
An angle torque of 76 degrees would therefore stretch the bolt 0.0105". (0.0001388in/deg x 76deg = 0.0105")
Now the trick is to know how far the bolt must be stretched to obtain the correct clamping force.
High quality bolt manufacturers have handbooks indicating clamping forces for various types of fastener systems. Get your hands on one if you can.
A few clarifications:
"Safety Factor" is a term that is not used in an engineering environment nor in reports or emails or anything that can be called into litigation.
The term has been changed to "Design Factor," at least that's what's I've been taught over the years.
A tensile force divided by the cross section of the subject is stress, F/A. In a fastener like a screw, it is usually called the stress area which is a tick larger than the cross section using the fastener's minor diameter (external thread).
Strain is a unitless value, a scalar, which is the measured stretch divided by a defined length, hence inch/inch or mm/mm, δ/L, etc. The abscissa values are a form of percent of elongation, depending on what the defined length L was.
If I stretch a fastener JUST INTO yield, and through embedment and relaxation, the stress on the fastener lowers, it never goes back down into its elastic region? There will be an offset (hysteresis) in the path of the new stress/strain curve but I bet it can re-enter its elastic region.
Do threads elastically or plastically deform during the torque process? If they do, does "mathing" out the angle and pitch prove reliable? Make a really, really high resolution FE model of a SAE or ANSI bolted joint using non-linear mat props, apply the intended clamp load and observe what happens - it's eye opening.
Strain gauged fasteners provide data to calculate clamp force. (so do load cells, pancake force gauges, ultrasonic measurements, etc.) DC torque wrenches with really expensive controllers provide angle and applied torque values and graph it out in nearly real time. A competent engineer then uses the compiled data to verify clamp goals are reached to prevent joint slip or separation. When necessary, the DC tool is used to perform torque to failure testing to generate statistics with which to create the proper torque recipe and specs to meet requirements.
Unbrako is pretty much the only bolt OEM that I would trust with a torque table. In general, torque tables are just mathed out values of T=Kfd to a prescribed percent of proof stress, usually 85%. They are a guideline, not an absolute.
I hope the OP has his new bolts and has the bottom end of the engine put back together. If he doesn't, at least he now has enough knowledge to be a real PIA on other forums discussing bolted joints.

I'm going to find out how my brother is doing at the Div 5 ET Nats.