Thank you all the replies and comments!
For me it looks that it's doable but the time it takes makes it far from practical.
Mill cylinder head/seat work without pilot
Moderator: Team

Re: Mill cylinder head/seat work without pilot
100% rightSchmidtMotorWorks wrote: ↑Sat Jan 04, 2020 1:34 amToo incompatible.
If you have a good CNC, you can make as good or better seats than a single point machine can make.
A single point machine is limited revolved shapes, a CNC can make any shape you want.
A single point cnc seat and guide machine works in concentric circles around the datum, guide axis. It does not interpolate and allow for shapes except in z axis
-
BigBlocksOnTop2
- Pro

- Posts: 492
- Joined: Thu Mar 21, 2013 12:03 pm
- Location: Chancellorsville Battle Field, Chancellorsville, Virginia
Re: Mill cylinder head/seat work without pilot
You're a damned great machinist with a rock solid machine....

Re: Mill cylinder head/seat work without pilot
Finding ways to make it faster is the trick. could be done very rapidly if you make a way to do it, perhaps even optically.
Now we have low cost lasers and cameras and sensors and computers, WIRELESS digital dial indicators and so forth.
-
Belgian1979
- Guru

- Posts: 4576
- Joined: Sat Mar 26, 2011 11:34 am
- Location: Belgium - Koersel
Re: Mill cylinder head/seat work without pilot
A general question to this : with some good tools (and I don't mean machining benches) is the replacement of valve guides and seats a job that one can do themselves are is this something that always needs to be done in a machine shop ?
Re: Mill cylinder head/seat work without pilot
Many tools for replacing guides, sizing guides, and re-FACING valve seats can be considered "portable", meaning they would fit in a small toolbox, a "kit". so....you could do it anywhere. If you have the right tools for the specific job and know how.
Collecting enough tools for every kind of engine, and to get out of any jam, and/or turn a good profit, then the amount of tools escalates into the category of tonnage.
Installing seat inserts...that's more of a "maybe". Maybe sometimes.
Collecting enough tools for every kind of engine, and to get out of any jam, and/or turn a good profit, then the amount of tools escalates into the category of tonnage.
Installing seat inserts...that's more of a "maybe". Maybe sometimes.
-
Valve seat 1
- New Member

- Posts: 13
- Joined: Fri Jan 17, 2020 7:40 pm
- Location: Idaho
Re: Mill cylinder head/seat work without pilot
The best way and simplest way to machine seats on a vertical mill or Bridgeport is bolt/ weld some square bar stock together a rectangle box shape 2” will do.
And bolt them to your rotary table standing the table straight up on one end of the table and then bolt a piece of round bar to the other side. Which will go in a pillar block radial bearing . A good sized one. 1-1/4 dia So you got two bars running parallel to the x axis. Skim cut the bars to the machine. Now you have a flat surface to put the head on. You can locate on the deck or valve cover surfaces or bolt a plate to it with slots and bolt it on the intake or exhaust surfaces . The sky’s the limit here.
You can Spin the rotary table to get the guides straight up
In one direction. The other direction is usually straight to up and on plane to table . If not . A simple machinist jack will do to tweak the head. To locate the guide straight to the spindle use bar stock/ pins / ground rod or drill blanks
Or just turn your own to various guide sizes. Could be Aluminum.Now take a block of metal drill and team various holes of different guide bores . Lay the block on the table of machine find a tight fitting rod. push it thru the guide with the head loose and when it goes in the reamed block lock the head down. Your straight up. Now you can indicate the the pin or the guide. Ready for rigid machining. No pilot to flex or two piece tool that’s a weak link.
And cost a 1000 dollars. I buy the cutter tip holders only and inserts
And machine the slots to hold it in 1-1/4 round stock with a hard end-mill holder a few set screws to lock it.
No need to spend thousands to make a mill into a valve seat machine. This is the job shop machinist approach. And it can be done without the bar fixture if you don’t do
A lot of heads.just a different set up. Same principle.
And bolt them to your rotary table standing the table straight up on one end of the table and then bolt a piece of round bar to the other side. Which will go in a pillar block radial bearing . A good sized one. 1-1/4 dia So you got two bars running parallel to the x axis. Skim cut the bars to the machine. Now you have a flat surface to put the head on. You can locate on the deck or valve cover surfaces or bolt a plate to it with slots and bolt it on the intake or exhaust surfaces . The sky’s the limit here.
You can Spin the rotary table to get the guides straight up
In one direction. The other direction is usually straight to up and on plane to table . If not . A simple machinist jack will do to tweak the head. To locate the guide straight to the spindle use bar stock/ pins / ground rod or drill blanks
Or just turn your own to various guide sizes. Could be Aluminum.Now take a block of metal drill and team various holes of different guide bores . Lay the block on the table of machine find a tight fitting rod. push it thru the guide with the head loose and when it goes in the reamed block lock the head down. Your straight up. Now you can indicate the the pin or the guide. Ready for rigid machining. No pilot to flex or two piece tool that’s a weak link.
And cost a 1000 dollars. I buy the cutter tip holders only and inserts
And machine the slots to hold it in 1-1/4 round stock with a hard end-mill holder a few set screws to lock it.
No need to spend thousands to make a mill into a valve seat machine. This is the job shop machinist approach. And it can be done without the bar fixture if you don’t do
A lot of heads.just a different set up. Same principle.
-
Valve seat 1
- New Member
- Posts: 13
- Joined: Fri Jan 17, 2020 7:40 pm
- Location: Idaho
Re: Mill cylinder head/seat work without pilot
The only reason every Head machine seems to use a pilot is to take advantage of the floating table or Spindle head. It’s not magic or Rocket science. It’s saves time. However on a Bridgeport mill if the guide bore is straight up to the spindle by pinning a Rod threw it to a block square on the table with a hole in it slightly larger then the Rod then indicate. You will be able to cut with no pilot perfectly concentric. I do this everyday in the Aerospace shop where I work on parts with the same features, a hole and a angle. The difference is it’s not called a cylinder head. The Machine doesn’t know!
As far as I’m concerned seat roundness to itself is more important then concentricity. They are different symbols on a Blueprint. The reason being, The distance the valve
Sticks out of the guide where it contacts the seat allows for a lot of wiggle room. You can wiggle the valve back and forth quite a bit more then the clearance between the guide bore and valve steam.The valve face will find its seat angle to angle . Unless your way off! From there the seat being round to itself comes into play because a round valve on a round seat equals a good seal.
As far as I’m concerned seat roundness to itself is more important then concentricity. They are different symbols on a Blueprint. The reason being, The distance the valve
Sticks out of the guide where it contacts the seat allows for a lot of wiggle room. You can wiggle the valve back and forth quite a bit more then the clearance between the guide bore and valve steam.The valve face will find its seat angle to angle . Unless your way off! From there the seat being round to itself comes into play because a round valve on a round seat equals a good seal.

Re: Mill cylinder head/seat work without pilot
Not being a expended machinest or being able to conceptualize your head fixture could you explain or show pictures
Pictures of your fixture.
As an example how do you stand a rotary table straight up?? I am very interested in using a vertical mill to cut
Seats and install seats.
Your fixture and procedure is innovative and different than normal head fixture.
For me to understand it I need pictures or more explanation. Please.
Pictures of your fixture.
As an example how do you stand a rotary table straight up?? I am very interested in using a vertical mill to cut
Seats and install seats.
Your fixture and procedure is innovative and different than normal head fixture.
For me to understand it I need pictures or more explanation. Please.
-
Valve seat 1
- New Member
- Posts: 13
- Joined: Fri Jan 17, 2020 7:40 pm
- Location: Idaho
Re: Mill cylinder head/seat work without pilot
jed wrote: ↑Wed Jan 22, 2020 10:10 am Not being a expended machinest or being able to conceptualize your head fixture could you explain or show pictures
Pictures of your fixture.
As an example how do you stand a rotary table straight up?? I am very interested in using a vertical mill to cut
Seats and install seats.
Your fixture and procedure is innovative and different than normal head fixture.
For me to understand it I need pictures or more explanation.
Yes ok I’ll show you. What’s the best way contact you?
Re: Mill cylinder head/seat work without pilot
How to stand a rotary table on it's side.....just set it on it's side? using your arms 
Kind of like this......
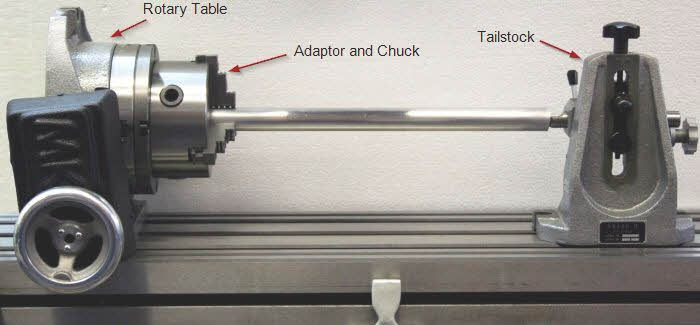
You'd have to have a rotary table that would have a flange on the side, so it can be stood up. Not all have the ability to do that, but many do.
I'm ALWAYS interested in different ideas when it comes to adjustable angle plates and rollover fixtures. Many ways to do it, but it always ends up not quite fitting the next job. Just last week I had this stripped thread in some v6 head....used an angle plate that goes from 45 to 90 degrees. thought it was 45 degrees but it was 42 degrees ......oh well.... nodded the head. Murphy's law.
......oh well.... nodded the head. Murphy's law.
Kind of like this......
You'd have to have a rotary table that would have a flange on the side, so it can be stood up. Not all have the ability to do that, but many do.
I'm ALWAYS interested in different ideas when it comes to adjustable angle plates and rollover fixtures. Many ways to do it, but it always ends up not quite fitting the next job. Just last week I had this stripped thread in some v6 head....used an angle plate that goes from 45 to 90 degrees. thought it was 45 degrees but it was 42 degrees
Re: Mill cylinder head/seat work without pilot
ALTHOUGH, IMO, with a standard bridgeport size machine.......I start noticing some loss or rigidity about 8" above the table, so, that's not a lot.
A one size fits all rollover fixture that is rigid enough to go without a pilot.....not likely to work. better to keep it lower to the table and more compact. Maybe with a bridgeport series II tho, you could.
A one size fits all rollover fixture that is rigid enough to go without a pilot.....not likely to work. better to keep it lower to the table and more compact. Maybe with a bridgeport series II tho, you could.
-
Valve seat 1
- New Member
- Posts: 13
- Joined: Fri Jan 17, 2020 7:40 pm
- Location: Idaho
Re: Mill cylinder head/seat work without pilot
It’s not necessarily a roll over fixture. The head can go on top or bottom .And it’s plenty rigid. Especially when the head bolts to it. The head strengthens it. And cutting seats and guides is not hogging.I put a vise on it and hog other jobs no problem. A lot More rigid then some of these seat machines that are basically a converted drill press.
-
Valve seat 1
- New Member
- Posts: 13
- Joined: Fri Jan 17, 2020 7:40 pm
- Location: Idaho
Re: Mill cylinder head/seat work without pilot
HDBD wrote: ↑Tue Jan 07, 2020 12:29 pm100% rightSchmidtMotorWorks wrote: ↑Sat Jan 04, 2020 1:34 amToo incompatible.
If you have a good CNC, you can make as good or better seats than a single point machine can make.
A single point machine is limited revolved shapes, a CNC can make any shape you want.
A single point cnc seat and guide machine works in concentric circles around the datum, guide axis. It does not interpolate and allow for shapes except in z axis
Doing heads on a CNC Is not cost effective if your going to use 3 or different cutters. However a form tool with all the angles built in is . We get them made all the time for different aero space jobs at the shop where I work.
They aren’t overly expensive either. Just make sure you ramp the on and ramp off the seat after the cut with a spring pass as well.
Pass as well
-
Valve seat 1
- New Member
- Posts: 13
- Joined: Fri Jan 17, 2020 7:40 pm
- Location: Idaho
Re: Mill cylinder head/seat work without pilot
Valve seat 1 wrote: ↑Wed Jan 22, 2020 9:44 pmHDBD wrote: ↑Tue Jan 07, 2020 12:29 pm100% rightSchmidtMotorWorks wrote: ↑Sat Jan 04, 2020 1:34 am Too incompatible.
If you have a good CNC, you can make as good or better seats than a single point machine can make.
A single point machine is limited revolved shapes, a CNC can make any shape you want.
A single point cnc seat and guide machine works in concentric circles around the datum, guide axis. It does not interpolate and allow for shapes except in z axis
Doing heads on a CNC Is not cost effective if your going to use 3 or different cutters. However a form tool with all the angles built in is . We get them made all the time for different aero space jobs at the shop where I work.
They aren’t overly expensive either. Just make sure you ramp the on and ramp off the seat after the cut with a spring pass as well.
Pass as well
HDBD wrote: ↑Tue Jan 07, 2020 12:29 pm100% rightSchmidtMotorWorks wrote: ↑Sat Jan 04, 2020 1:34 amToo incompatible.
If you have a good CNC, you can make as good or better seats than a single point machine can make.
A single point machine is limited revolved shapes, a CNC can make any shape you want.
A single point cnc seat and guide machine works in concentric circles around the datum, guide axis. It does not interpolate and allow for shapes except in z axis
One could buy some serdi carbide inserts and make a holder with screw And do a circular interpellation with that cutter